
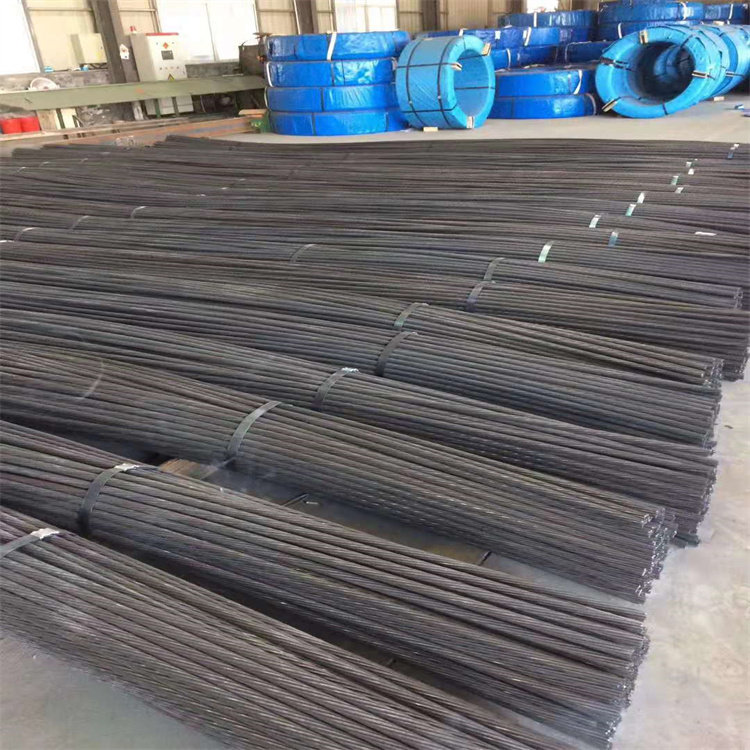
大坝17.8钢绞线杭州15.2环氧涂层钢绞线轧三多规格可选
大坝17.8钢绞线杭州15.2环氧涂层钢绞线轧三多规格可选由此可见,小块实心粘土砖确是不可持续发展的建材产品,决不允许在 范围内其产量继续上升,而应采取更为有力的措施,限制其生产与使用,对于现有的小块实心粘土砖的企业,调整其产品结构或使之转产,并坚决淘汰一批技术落后、污染严重的生产厂。发展新型墙体材料,推进新型墙体材料的绿色化进程,是的选择。世界上不少发达 在本世纪三十年代即已着手墙体材料改革,逐步推进墙体材料的绿色化,主要是严格限制粘土砖的生产与使用,大力推广各种非粘土砖的、轻型、大尺寸的块材与板材。

山东轧三特钢有限公司生产度低松弛预应力混凝土用钢绞线,工程施工优选建材,房地产发优选建材等多项荣誉, ,应用于多个国内工程项目的建设,并出口海外几十个 和地区,获得了客户的一致好评。


产品名称:PC钢绞线/钢绞线/预应力钢绞线/无粘结钢绞
原料材质: SWRH 82B /SWRH77B
产品特点: 度/低松弛
产品分类: 有粘结/无粘结/热镀锌/环氧树脂/光面/螺旋肋/刻痕
绞线捻向: 左捻,左同向,LHLL /右捻,右同向,RHLL
KG
标准包装: 钢带捆扎,无轴层卷, PVC内衬,防潮编织布,木托底座.
松弛率1.0-2.5%.
轧三特钢适用 日标JIS G 3536;澳大利亚和新西兰标准AS/NZS4672.1:2007;巴西标准ABNT NBR 7483.
公路桥梁、铁路桥梁、城市轻轨、水利水电大坝、港口码头、岩体护坡锚固、基坑支护、煤矿支护、边坡支护、地铁、大型楼堂馆所、先张梁场施工、体外预应力工程等。
轧三特钢预应力混凝土中所用的性锚固装置,是在后张法结构或构件中,为保持预应力筋的拉力并将其传递到混凝土内部的锚固工具,也称之为预应力锚具。
大坝17.8钢绞线杭州15.2环氧涂层钢绞线轧三多规格可选但并非所有的聚合物都在水泥混凝土体系形成上述的结构。Konietzko发现,有些聚合物在某些情况下不能在水泥混凝土体系中形成连续结构,而是以聚合物颗粒的形式堆积在一起,聚合物仅起填充孔隙的作用。聚合物与水泥是怎么相互作用的呢?聚合物与水泥水化物的相互化学作用问题目前还没有统一的解释。早期一般认为,聚合物与水泥水化物之间并没有发生化学作用,但近来的研究表明:聚合物与无机胶结材料之间可以形成离子键形式的化学作用,尤其在聚合物中有聚电解质的情况下可通过离子键而形成化学相互作用,红外光谱分析证明了这一点。
OVM15-2型锚具、OVM15-3型锚具、OVM15-4型锚具、OVM15-5型锚具、OVM15-6型锚具、OVM15-7型锚具、OVM15-8型锚具
OVM15-9型锚具/OVM15-10型锚具、OVM15-11型锚具、OVM15-12型锚具、OVM15-13型锚具、OVM15-14型锚具
大坝17.8钢绞线杭州15.2环氧涂层钢绞线轧三多规格可选电费成本编制合理的采机械操作规程,提高锯机操作人员的素质和自觉性,杜绝串珠锯空转锯切现象。采用电动空压机时,缩短空压站与钻孔作业面之间的距离,检修送风管路及每个连接环节,消除漏气现象。上述措施都可减少空压机的电能消耗。采设备的维修和辅助材料消耗成本选择质量可靠、性能稳定的串珠锯和大孔凿岩机,可减少采机械停机和维修的成本。提高钻孔的准确度提高交汇钻孔的贯通率,争取达到9%以上;保证交汇点的贯通质量,使交汇孔的贯通量不得小于钻孔直径的6%;可降低钻凿补充孔的耗气成本(电费),人员的工资成本,因穿引串珠绳耗费过长的时间,而增加的额外人工成本。
目前国内对齿道深度没有具体规定,但在行业标准JC/T建筑隔热铝合金型材标准中.规定了其抗拉强度和抗剪强度值(见表1),从而要求齿道必须将聚氯乙硬质塑料隔热条与铝合金型材通过辊压紧连接在一起。、穿条与辊压工序是重要工序,穿条是将聚氯乙硬质塑料隔热条,通过穿条设备穿入已好齿的隔热铝型材齿道内(如),然后又通过辊压设备,将隔热铝型材与聚氯乙硬质塑料胶条辊压在一起。、隔热腔填充聚氨酯泡沫工序是对发泡式隔热铝型材而言的,将型材放在双组分计量混配器中,通过混合喷头灌注到隔热腔内自然发泡。